



西双版纳MBR膜生物反应器的优势分析
MBR膜生物反应器的优势分析

MBR(膜生物反应器)技术凭借其独特优势在现代污水处理领域展现出较明显的优势,包括以下技术优势:
1.高效固液分离
MBR技术采用膜组件进行固液分离,其分离效果远优于传统沉淀池。膜组件的孔径微小至纳米级别,能够高效截留废水中的悬浮物、胶体物质、细菌及病毒,确保出水水质的清澈透明。这种高效的固液分离效果不仅提升了出水水质,还大大减轻了后续处理工艺的负担。


2.节省占地面积
相较于传统工艺需要大面积的土地来构建沉淀池、曝气池等设施,MBR反应器凭借其高污泥浓度处理能力,可以在更小的空间内实现相同的处理量。这种紧凑式设计对于土地资源紧张的城市区域尤为重要,为城市污水处理设施的建设提供了更多选址的可能性,还有助于优化城市空间布局。
3.提高处理效率
MBR技术结合了生物处理和膜分离的优势,能够在生物反应器中维持高浓度的微生物量,从而大幅提高处理效率。高浓度的微生物量有助于提高反应装置对污染物的整体去除效率,包括COD、BOD、氨氮、总磷等,确保出水水质稳定达到甚至超过国家及地方排放标准。
4.泥龄灵活控制
MBR系统允许独立调节水力停留时间和污泥停留时间(即泥龄),这一特性使得系统能够根据不同污水的性质及处理要求,灵活调整微生物种群的结构与数量,优化生物相组成。通过延长或缩短泥龄,可以控制污泥中的微生物种类与数量,从而实现对特定污染物的针对性处理。


5.低污泥产量
MBR技术能够在高容积负荷、低污泥负荷下运行,这使得剩余污泥产量大大降低。由于膜组件的截留作用,生物反应器内的微生物被完全截留,减少了污泥的产生。这种低污泥产量的特点降低了污泥处理费用,减轻了后续处理负担。
6.智能控制管理
随着物联网、大数据、云计算等先进技术的不断发展,MBR系统正逐步向智能化、自动化方向发展。通过集成先进的智能控制技术与远程监控系统,可以实现对MBR系统运行状态的实时监测与数据分析。智能化的管理方式不仅提高了系统的运行效率与可靠性,还降低了人工操作的风险与成本。
7.绿色低碳
MBR技术以其高效、节能、环保的特点,充分体现了绿色低碳的环保理念。通过减少化学药剂的使用与降低能耗水平,MBR技术实现了对污水的绿色处理与资源化利用。同时,其高效的去除能力与低污泥产量特性也减少了后续处理工艺的负担与污染物的排放量。
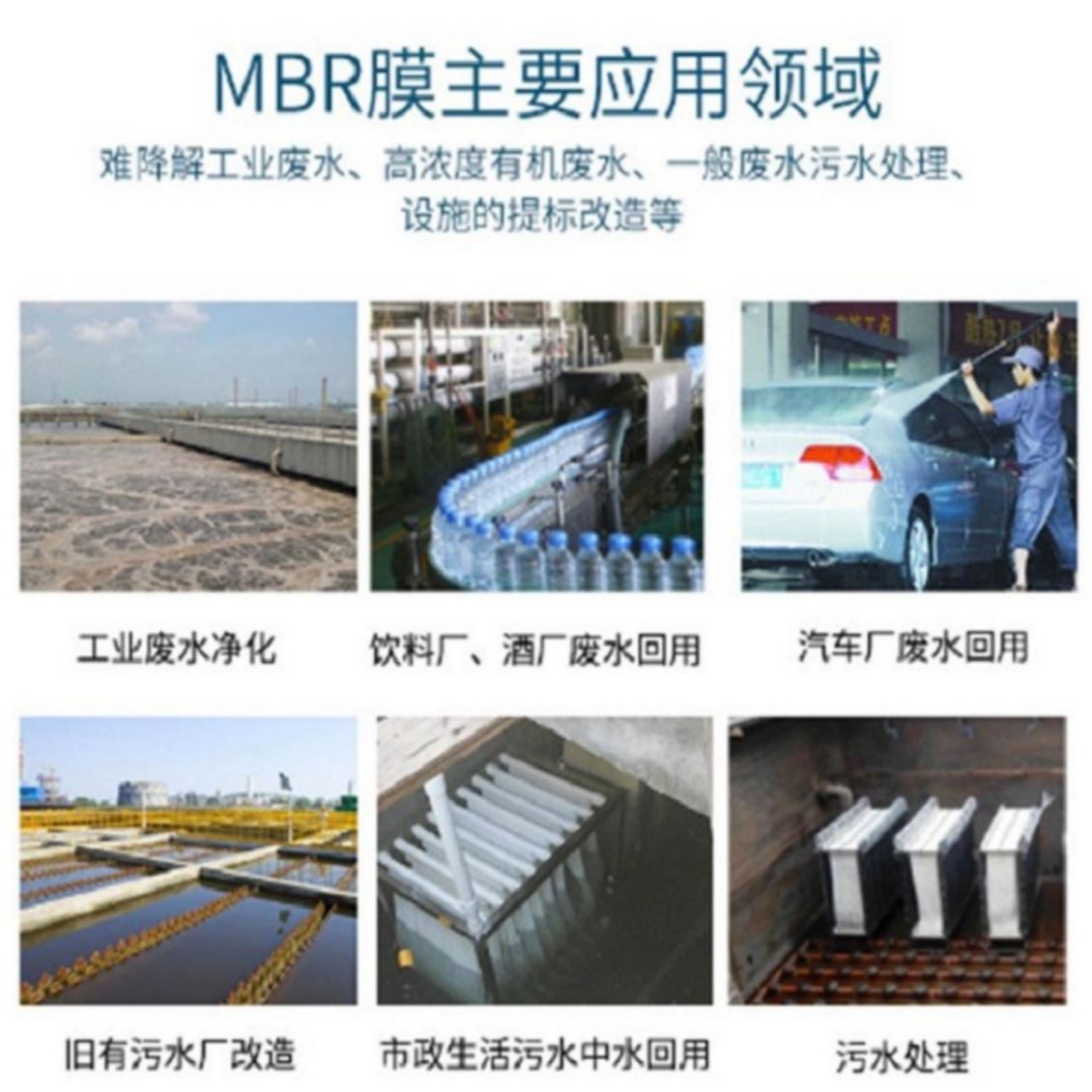
8.广泛应用
MBR技术因其高效、稳定和多功能的特点,在多个行业中得到了广泛应用。除了市政污水处理外,还广泛应用于工业废水处理(如化工、制药、食品加工等行业)、电镀废水处理、半导体和电子行业废水处理、石油和天然气行业废水处理等领域。MBR技术能够提供稳定的出水水质,适应性强,操作灵活,且能够实现水资源的回收和再利用,符合可持续发展的理念。